分析了电镀废气的种类和危害性,提出一些减少、治理以及净化电镀废气的具体措施。应积极采用清洁电镀生产工艺,从源头减少电镀废气的产生。阐述了安装通排风系统的注意事项,介绍了酸性废气、铬酸雾、氰化氢废气、氮氧化物废气以及碱性废气净化的工艺流程和相关设备。
电镀是国民经济中较小却必不可少的基础工艺性行业,同时又是重污染行业,电镀所产生的废气、废水、废渣严重影响人们的生活和健康。近几年,在东南沿海和经济较发达的内地,电镀厂、点的数量在不断增加,电镀加工的范围在不断扩大。毫无疑问,电镀“三废”产生量也在增大,电镀所在地的环境污染随之加剧。由于电镀生产的工艺过程需要使用大量酸、碱等有害和腐蚀原料,为了保证镀层的结构和性能,有些工艺还须在较高温度下进行,使其生产环境往往充满了大量的酸雾、碱雾以及夹杂有多种有害成分的水蒸气等,对作业人员的安全和健康造成很大威胁,并导致大气污染。在国民经济建设中不可能没有电镀,工业废气处理但电镀更不可能离开环境而发展。因此电镀厂成为行业改造的重点和环保治理的焦点。如何合理有效地控制电镀生产过程中所产生的有害气体是目前电镀清洁生产的重要课题之一。目前对 于电镀车间有害气体所造成的污染问题,一般企业都是采取局部排风的方法进行控制。本文在分析电镀有害气体产生特点的基础上,提出一些抑制、治理及净化电镀废气的具体措施。
1、电镀废气的种类及危害
电镀的种类很多,除镀锌、镀铜、镀镍、镀铬四大常规镀种外,还有应用比较广泛的锌-镍、锌-钴、锌-铁合金电镀,铜-锌、铜-锡、铜-锌-锡仿金电镀,镍-锌、镍-锡黑色镀层电镀,以及为满足部分IT产业、电子行业某些产品的特殊需要而存在的镀金、镀银、镀锡乃至少量的稀贵金属钌、铑、钯、铟电镀等。同时也会有金属的氧化、磷化、钝化等表面处理加工。
这些工艺溶液的配方中各种添加剂、配合物让人眼花缭乱。再加上目前还有少数镀种在短期内还淘汰不了氰化物,因此含氰电镀在某些特殊产品电镀中依然(过渡性) 存在。尤其是镀前等表面处理和退镀时酸碱用量的增大,这些最终仍不可避免在电镀生产过程中产生大量的废气。这当中主要是一些金属粉尘、酸碱废气、有机废气、铬酸雾和各种电镀槽液加热而散发出的多种废气,包括含氨废气、含氰废气等。表1所示为电镀废气的种类及其性质和危害。
表1 电镀废气的种类、性质和危害
| 废气名称 | 分子式 | 密度 (kg/m3) | 分子量 | 允许含量 (mg/m3) | 物理性质 | 化学性质 | 毒性 |
| 氯化氢 | HCl | 1.19 | 36.74 | 15 | 无色气体,遇潮湿空气 产生白烟,有强烈臭味 | 易溶于水而 生成盐酸 | 强烈引起上呼吸道、鼻隔膜溃烂, 破坏牙齿 |
| 硫酸 | H2SO4 | 1.85 | 98.09 | 2 | 透明油状液体 | >50℃时有 SO2生成 | 引起重肺炎及支气管炎、结膜炎 |
| 氟化氢 | HF | .99 | 20.01 | 1 | 无色气体 | 弱酸 | 强烈刺激呼吸系统,造成眼角膜、 鼻孔、喉头溃烂 |
| 含氮化合物 | NO | 1.27 | 30.01 | 5 | 黄色气体 | 能生成NO2 | 血液中毒、肺肿、胸痛、喘息、 呕吐 |
| N3O4 | 1.84 | 92.02 | 5 | ||||
| N2O | 1.23 | 44.02 | 5 | ||||
| 铬雾 | CrO3 | 2.7 | 100.1 | 0.1 | 红色结晶 | 在250℃下分解 成CrO3 | 烧伤黏膜、皮肤,并引起鼻隔膜 脓溃 |
| 碱雾 | NaOH | 1.83 | 40.01 | 0.5 | 白色固体 | 易溶于水 | 腐蚀皮肤、角膜 |
| 氰化氢 | HCN | 0.69 | 27.01 | 0.3 | 无色,有扁桃苦味 | 弱酸 | 使神经中枢系统麻木,从而停止 呼吸致死 |
这些废气表现的危害性如下:
(1) 对人体呼吸道(鼻腔、咽喉、气管、支气管、肺泡)的危害,尤以无色无味的有害气体对人体呼吸道长期无声无息的慢性伤害最为可怕。许多毒物可在人体的血液、骨骼和各个脏器中富集,富集过程又是渐进的、甚至是漫长的,一旦人体中富集的毒物超过了人体自身的忍耐极限,人的免疫功能就会下降,有些脏器就会发生变 异,小则让人患上慢性支气管炎、支气管哮喘和肺气肿,大则让人患上肺癌、肝癌以及一些讲不清道不明的疾病和怪病。
(2 )对人体眼睛和皮肤的危害。有些废气(如盐酸、硝酸挥发出的废气和氨气)的刺激性很强,会引发红眼病。而铬酸雾会引发皮炎,甚至让局部皮肤发生溃疡(又称铬疮)而坏死以及导致鼻中隔穿孔。
(3) 对厂区树木花草的危害,尤以二氧化硫、氟化氢气体对植物(一般植物)的危害最大。
(4) 对园区内建筑物和各种设施的危害。酸、碱废气会导致建筑物墙面和部分设施的腐蚀、锈蚀,电镀前处理车间内的顶棚和四周墙面被腐蚀得最为严重。
(5) 对产品质量的危害。只要电镀车间空气中的飘尘多,酸、碱雾大,就会对设备的性能和电镀溶液(被污染)带来不利影响,从而影响产品质量。
因此,在电镀工业园区内,废气的危害不仅是多方面的,而且是潜在的,必须高度重视并认真治理。
2、电镀废气的处理
电镀废气成分复杂,对人类的危害极大,必须采取有效措施进行处理,使废气达标排放。电镀废气排放浓度的限值见表2。污染物排放监控位置为车间或生产设施排气筒。排气筒高度不低于15m,排放含氰化氢气体的排气筒高度不低于25m。排气筒高度应比周围200m半经范围内的建筑高出5m以上;不能达到这一高度要求的排气筒,排放含量应为排放限值的50%,并严格执行。
表2 电镀废气的排放限值
| 污染物 | 氯化氢 | 铬酸雾 | 硫酸雾 | 氮氧化物 | 氰化氢 |
| 限值(mg/m3) | 30 | 0.05 | 30 | 200 | 0.5 |
2.1 从源头减少废气的产生
改进生产工艺或采取有效措施,使电镀生产达到废气零排放或降低废气逸出量,是控制电镀废气的最有效办法。如高温改中温,中温改常温,用表面活性剂除油,加强管理,防止废气跑、冒、漏都属于电镀清洁生产的范畴,都可减少废气的产生。
(1) 电镀前处理的碱洗除油、酸洗去锈或去氧化皮过程中,可在溶液中分别添加碱雾抑制剂和酸雾抑制剂,从而大大减少碱雾和酸雾的逸出。与此同时,还可在各电镀槽的槽口两侧各增加一块窄窄的、可活动的挡风板,除可遮盖阳极挂钩、阳极板和加热器而使槽面显得整洁,更能因可视槽液面积的缩小而增强槽边的排风效果,从而减少了废气对车间环境的污染。
(2) 去除钢铁件上的氧化皮时,可采用喷丸工艺取代部分化学酸洗或采用无酸酸洗工艺,这样便可在源头上大大减少酸性废气的产生。
(3) 对于铜件,用混合酸(硫酸加硝酸)清洗或用硝酸退镀时,可通过加入少量尿素来抑制和削减氮氧化物的产生。不提倡单纯用硝酸酸洗和退镀。
对于铜及铜合金,化学抛光可用以下清洁工艺:硫酸30~45mL/L,双氧水200~350mL/L,尿素2~3g/L,聚乙二醇0.05~1.00g/L,三氯化铁1~2g/L,温度20~40℃,时间30~80s。
镍铜镀层的退除可采用专用无硝酸、无氰的商业退镀粉。
(4) 铝件常用的三酸(磷酸、硫酸、硝酸)化学抛光可改为不含硝酸的新配方,如AP-1铝件无黄烟化学抛光工艺:工业纯磷酸(密度1.7g/cm3)800mL /L,工业纯硫酸(密度1.84g/cm3)200mL/L,WXP(黄岩荧光化学厂)2g/L;95~120℃。新配缸时加3g/L铝可完全根除氮氧化物的产生。
(5) 在镀铬槽中加入少量F-53(全氟烷基醚磺酸盐),就可抑制铬酸雾的产生。若镀铬槽中还有聚乙烯或聚氯乙烯空心塑料球漂浮在液面,则抑雾效果会更好。
总之,减少电镀废气的清洁生产有很多办法。
2.2 安装通排风系统和废气净化设备
2.2.1 通排风系统的选择
根据通风的要求,一般划分为局部通风和全面通风。局部排风方法分为槽侧排风、顶部排风、排风框排风和封闭间排风。
由于生产条件限制、有害物源不固定等原因不能采用局部通风,或者采用局部排风后室内有害物浓度仍超过卫生标准,就应采用全面通风。根据实际工艺在有害物散发 点直接把有害物质捕集起来,经过净化处理,排至室外,过程分为进风和排风。为了维持室内一定的压力,一般采用机械通风。
电镀厂的面积一般较大,且属于同一生产过程,工作人员分布在整个房间中,为了维持室内一定的负压,应采用全面通风的机械送风。而污染物源都是一些电镀槽,工作过程中污染物会直接从电镀槽中释放,所以只需先对各个电镀槽进行局部排风,再按规定分质处理,达标后排到室外。槽边排风罩分为单侧和双侧2种,槽宽(B)≤700mm时要用单侧排风,B>700mm时应采用双侧排风,B>1200mm时宜采用吹吸式排风罩。排风罩的形式有平口式、条缝式和倒置式。一般电镀厂采用条缝式排风罩为多。排风罩截面高度(H)≥250mm的称为高截面,H<250mm的称为低截面。
2.2.2 槽子排风量的估算
槽子排风量取决于暴露面积大小和生产现场要求。热水槽、不通电碱槽的抽风量可以小一点,氰化物槽、酸性铜槽、镀铬槽的风量大一点,通电的碱槽再大一点,硝酸槽、粗化槽、混酸槽、热盐酸槽最大。每平方米液面的气体逸出速率分为15、20、25、30以及50m3/min几档。抽风风速应大于气体从槽中逸出的速率,促使废气有序进入抽风罩中。
为了排风均匀,减少通排风系统阻力,风道的拐弯、三通联接要顺气流走向设计。为调节合理的风量,风道中也可以做调节风门。
2.2.3 废气净化处理
2.2.3.1 酸性废气的净化
酸性废气的净化工艺流程为:酸性气体─三级碱液喷淋─烟囱排放。
(1) 硫酸雾气的中和处理:一般可用质量分数为10%、pH>10的碳酸钠(Na2CO3)碱性溶液,对硫酸雾气进行中和处理。
(2) 盐酸雾气的中和处理:可用低浓度碱液(NaOH)进行中和处理。一般以2%~5%(质量分数)的氢氧化钠溶液作吸收液。
(3) 氢氟酸雾气的中和处理:可用5%的Na2CO3和3%的NaOH溶液混合进行中和处理。
根据选用的吸收剂和装置种类,电镀酸性废气的治理方法有喷淋式水吸收工艺、喷淋式碱液吸收工艺和喷淋填料碱液吸收工艺几种,大致工艺流程如图1所示。
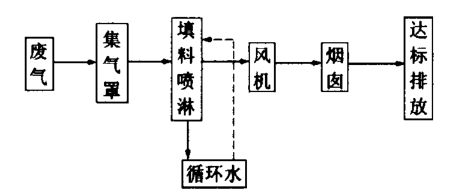 |
| 图1 酸性废气净化工艺流程 |
用吸收法处理酸性废气,在真空泵上部设密闭罩,密闭罩上部设排风口,从而将房内产生的废气排出,保持房内一定负压,排出的废气进入填料喷淋吸收塔。
吸收塔上部喷淋碱性吸收液,有害气体由塔体下部进入后与喷淋液呈逆向流动,废气由风机压入净化塔内的匀压室,经过不等速迂回式的二道喷雾处理,进入净化塔内筒处理器,废气穿过有填料组成的填料层,再经过二道喷雾处理,使气液两相充分接触发生吸收反应,达到高效净化之目的。经处理的废气再经过脱水器脱液处理,然后排入大气。净化后的废气达到排放标准。
吸收了废气的吸收液流入塔底循环碱液槽中,用耐腐蚀的碱液泵抽出重新送进吸收塔,如此循环往复,不断吸收废气中的有害成分。被除去有害物质的废气经脱液器处 理后,将排出气中的液体除去,再排入大气放空,有害气体得到净化,满足排放标准的要求。该工艺净化效率可达90%左右。
2.2.3.2 铬雾的净化
镀铬溶液的温度多在45℃上下,故会产生大量铬酸雾,必须净化排放。为此可采用“网格式铬酸雾净化器”回收。其工作原理是凝聚,即利用铬酸雾在通过多层塑料网板制成的过滤网格时,因受阻而凝聚成液体,再让凝聚的液体逐步流入回收容器中,这种净化器的效率在98%以上。而残余的铬酸雾可进一步通过管道进入到“酸雾净化塔”中得以去除。
其工艺流程为:铬雾─收集回收─二级喷淋处理─水液分离─烟囱排放。
采用焦亚硫酸钠法将酸雾中的六价铬还原为三价铬:
Cr(VI)+Na2S2O5→Na2S2O3+O2+Cr(III)
下面介绍一种卧式微孔铬酸回收器,具体结构见图2。箱体由聚氯乙烯板制成。回收器的关键部分是过滤器,由开有特殊形状网孔的硬聚氯乙烯塑料板纵横交错地平铺叠成,当含有铬酸颗粒的空气进入净化回收器的下箱体和主箱体时,空气流速降低,因相互碰撞而变大的液滴在重力作用下从空气中分离出来。铬酸废气经过网格时被分散而经过许多狭窄弯曲的通道,使相互间的碰撞机会增多,更容易凝聚。在吸收和重力作用下,细小的铬酸雾滴附着在网格表面,不断凝聚变大,从网格上降落下来。分离出来的铬酸沿排液管流入集液箱,净化后的气体由排气筒排出。
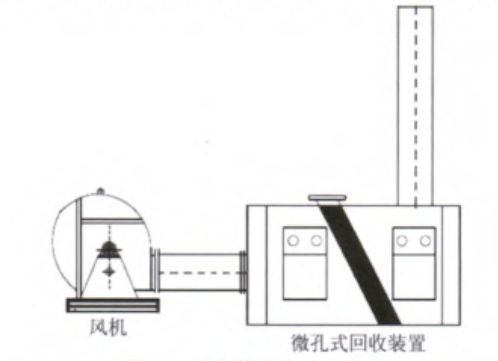 |
| 图2 卧式微孔铬酸回收器 |
2.2.3.3 氰化氢废气的净化
氰化物废气可用1.5%(质量分数)氢氧化钠和次氯酸钠溶液或硫酸亚铁溶液吸收。下面介绍一种硫酸亚铁吸收法净化氰化氢废气的工艺。氰化氢废气采用低阻力的高效离心净化塔配备硫酸亚铁溶液吸收处理,其反应与硫酸亚铁处理含氰废水相似,主要反应方程式为:
6HCN+3FeSO4·7H2O→Fe2[Fe(CN)6]+3H2SO4+7H2O
用含0.1%~0.7%(质量分数)硫酸亚铁的水溶液在高效离心净化塔中做喷淋吸收,当流速为1.5~1.8m/s、洗涤时间为3~4s时,净化效率可在95%以上。图3为氰化氢废气的高效离心净化塔。
 |
| 图3 氰化氢废气的高效离心净化塔 |
吸收处理工艺为:含氰化物工艺产生的氰化氢废气经过集气罩收集后,由离心风机抽至高效离心净化塔,再在高效离心净化塔内喷洒硫酸亚铁吸收剂,除去废气中绝大部分的氰化氢。脱水后再经过排气筒高空排放,高效离心净化塔内的废液流入循环水池内循环使用。
2.2.3.4 氮氧化物废气的净化
氮氧化物(NOx)是一种毒性很大的黄烟,不经治理而通过烟囱排放到大气中,会形成触目的棕(红)黄色烟雾,俗称“黄龙”。在众多废气中,治理NOx的难度最大,是污染大气的元凶。GB21900-2008规定氮氧化物的排放限值为200mg/m3。为了防范氮氧化物产生的不良后果,车间必须有较强的排风系统和可靠的净化处理系统。
目前NOx气体的治理方法有干法、湿法和干湿法3种。由于各厂产品不同,选择适合实际生产的治理工艺方案和净化设备十分重要。一般的处理工艺流程为:三级还原吸附─二级还原吸附─活性炭吸附─烟囱排放。
采用还原性碱液吸附法,将NOx还原为N2,同时将挥发的硝酸中和。
主反应:10NO2+4Na2S=4NaNO3+4NaNO2+4S+N2↑。
副反应:4NO2+2Na2S=Na2S2O3+NaNO3+NaNO2+N2↑。
也有用8%(质量分数)的氢氧化钠与10%(质量分数)的硫化钠混合水溶液作吸收液,或用氢氧化钠溶液多级喷淋后再加一级硫化钠水溶液喷淋吸收,其吸收率在90%以上。温馨提示:使用硫化钠必须注意,无设备情况下不得与硝酸溶液接触,避免毒气危及生命!
也可采用10%(质量分数)弱酸性尿素处理:NO+NO2+(NH2)2CO→2N2↑+CO2↑+2H2O,吸收率高达90%以上,无二次污染,但成本高。
下面主要介绍采用两级(2个阶段)湿法废气净化塔治理NOx气体的方案,并设计了一套针对NOx瞬时爆发性浓度极高、废气量大,适合敞开作业的通风净化系统装置。主要工艺流程如图4所示。
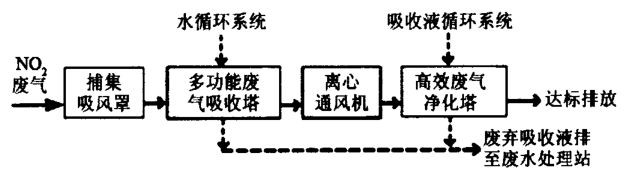 |
| 图4 NOx废气净化工艺流程 |
首先必须根据电镀厂的实际情况计算出NOx废气的排风量,以及整个通风管道、吸风罩、净化塔的阻力损失,选用合适的通风机。同时还应考虑风量、风压的附加安全系数。采用强制性(离心通风机)机械抽风,使酸洗槽产生的NOx废气经捕集抽风罩、通风管道引入废气净化塔底侧沿塔内上升,吸收液在填料层或旋流(斜孔)板中均匀分布,并向下流动。塔内以气、液传质双膜理论为机理,气体与液体溶剂之间充分接触,进行化学反应,处在剧烈的扰动状态。依据NOx废气成分复杂、浓度高、难于治理的特性,在系统中设计两个阶段即两级废气净化(吸收)塔,以增加NOx与吸收液传质过程,有充分的反应时间使NOx废气扩散于液相,被吸收溶解与净化。该工艺配制催化还原剂混合吸收液,对高浓度NOx废气有很好的吸收率,强化了吸收过程,加快了反应速率,提高了吸收效率与净化效果。
2.2.3.5 碱性废气的净化
在电镀中,大量的碱性废气一般来自化学除油以及碱性镀种。为此可让碱性废气通过管道经“碱雾净化塔”进行治理,即在塔内用酸液喷淋将碱性废气中和掉。另外,也可将碱性废气引进“酸雾净化塔”中与酸性废气同时中和而去掉(含氨废气的治理除外)。含氨废气只能单独收集治理,因含氨废气与酸性废气中的含氯或含氟废气会发生化学反应,生成一种白色的氯化铵或氟化铵沉淀物,容易导致排气管道和净化塔内填料堵塞而影响废气的排放,所以对含氨废气的治理,只能单独用一个“碱雾净化塔”,并选用稀硫酸作为喷淋液,方可使含氨废气得到净化。
3、结语
电镀生产中,不仅要积极采用清洁生产工艺,从源头减少“三废”的产生,更要注重加强废气治理的管理。实际上很多电镀厂都有处理废气设备,只是设备不正常运转或者完全不用。为此,应采取一台风机装一个电表的方式,确保设备正常运作,并做好每日加料纪录等多项措施,使废气处理在监控之下,并坚持高效净化回收,避免二次污染。
 m.cnreagent.com
m.cnreagent.com